





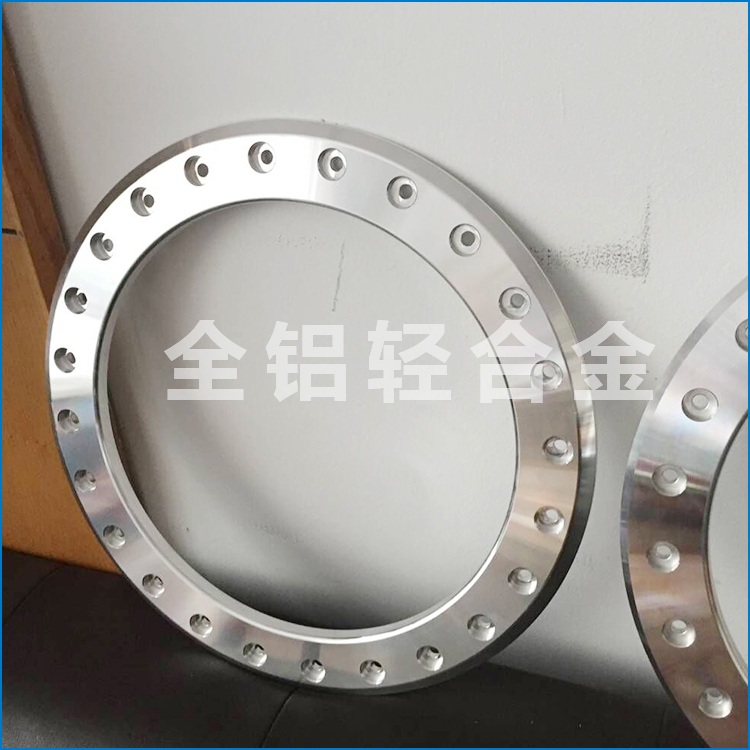



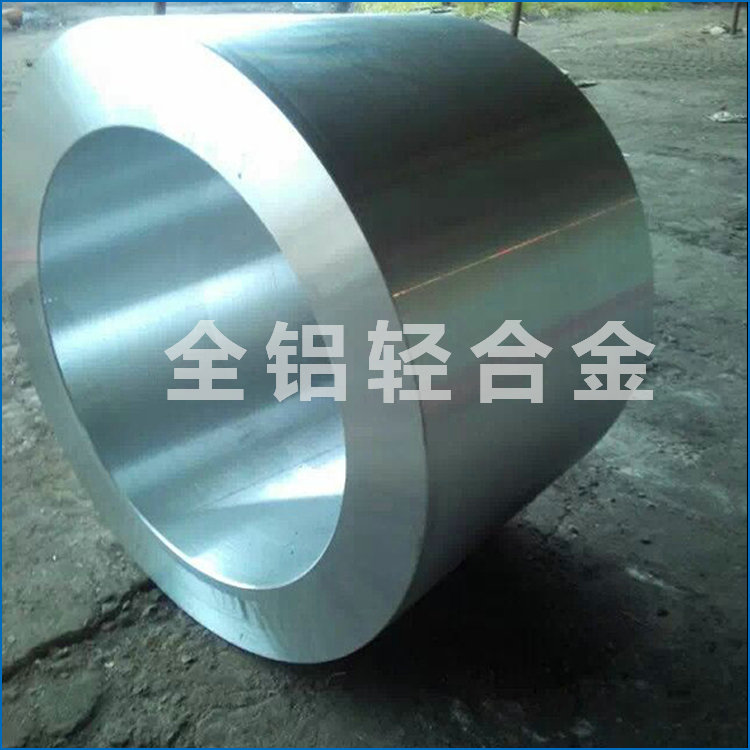
眾所周知,大口徑鋁管是一種廣泛應用于航空、航天等重要領域的管件,其淬火過程中產生的較大殘余應力,在后續加工過程中,會導致航空整體結構件產生變形。因此,鋁管在應用之前,都是需要進行工藝處理的,而常常采用的就是擠壓工藝,那么使用擠壓工藝方面,我們需要注意哪些事項呢?下面小編告訴你。
大口徑鋁管的擠壓工藝處理是整個工序的重要步驟之一,主要就是將擴孔后的鋁管坯,擠壓成所需規格的鋁管即可。在坯料進入擠壓筒時,外圓有圓角的端面應朝擠壓模側。由于這種鋁管跟擴孔筒一樣,因此在擠壓工藝處理上,筒內孔坯料進入端也應有倒角,而倒角兩端也以曲率半徑不小于20mm的圓弧過渡。與大口徑鋁管坯料直接接觸的工模具均應預熱,包括擠壓模、擠壓針、鋁管擠壓筒和擠壓墊。
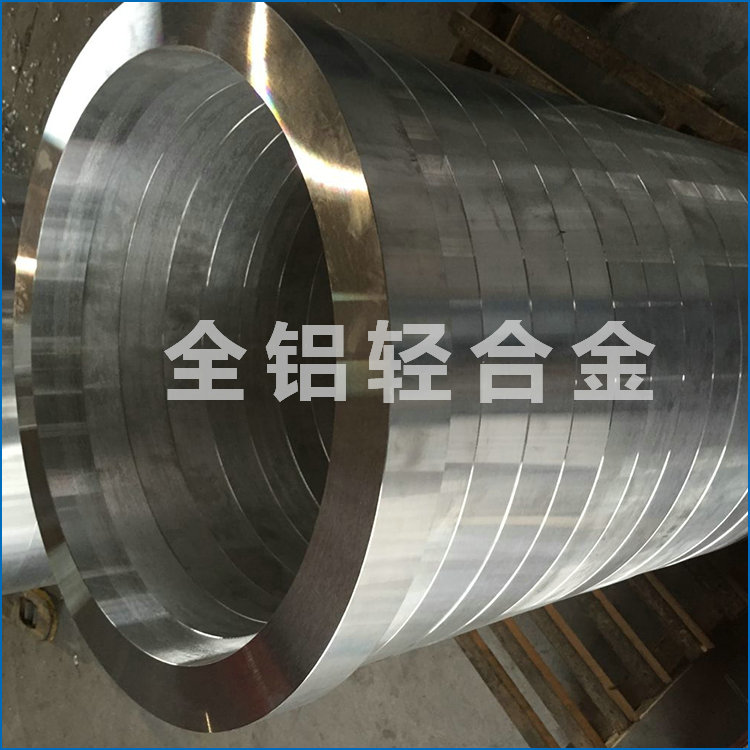
當然,除擠壓工藝以外,其余工模具均不宜水冷,擠壓模和擠壓墊,可通過多件循環使用的方式達到降溫的目的,擠壓筒在擠壓空歇期可自然冷卻至適宜溫度。而大口徑鋁管擠壓針應采用內冷,冷卻水溫度60~80℃。
zui后,在進行操作鋁管擠壓的時候,速度不宜太低,因為坯料溫度太高,如果擠壓速度很低,擠壓時間長,擠壓模表面溫度可能會過工作溫度,鋁管同時制品外表面,也會因玻璃膜太厚而變得粗糙。當然對加工溫度區間比較窄的材質,要注意擠壓溫升的控制。
.jpg) 3
3
![]()
