






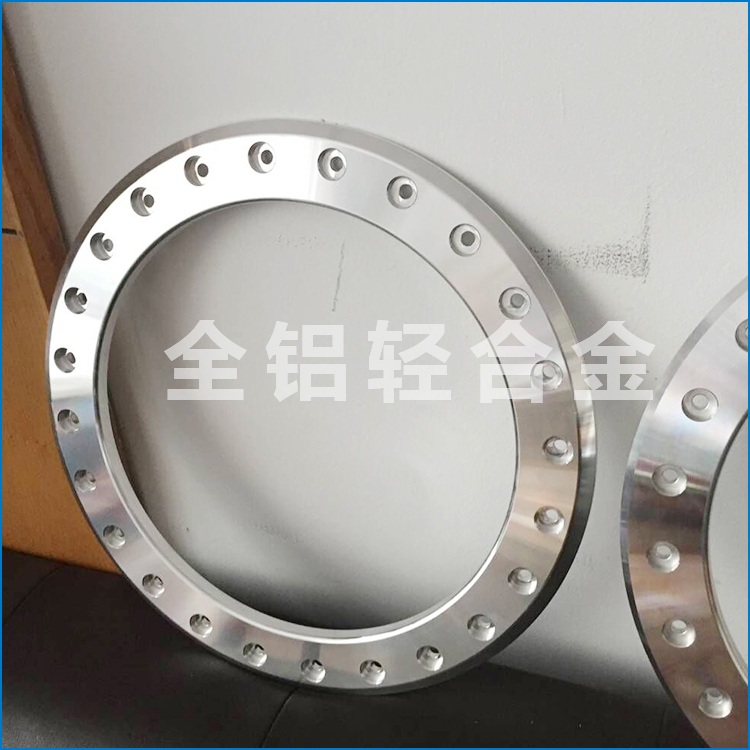



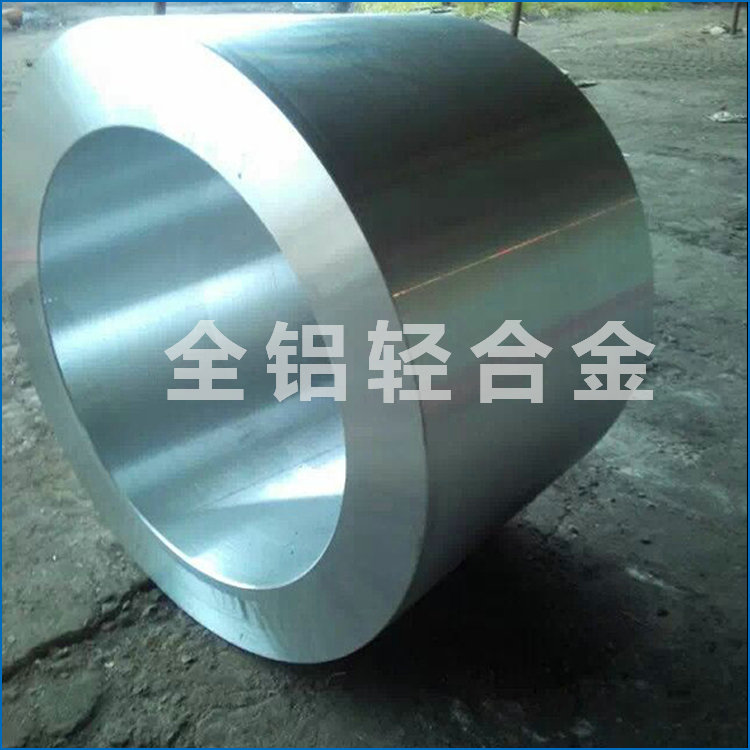
鋁管是鋁管的一種。鋁管按加工方式分:冷拉精抽。鋁管,軋制鋁管,焊管。其中以冷拉精抽鋁管精度zui高,表面質量zui好,力學性能zui佳。鋁管主要用于化妝品鋁管,天線鋁管,打印機鋁管,雷達鋁管,波導鋁管等等。 鋁管缺陷是導致廢料的一個因素,鋁管上的一個小缺陷就會廢掉整根定尺鋸切的鋁管。由于鋁管附加值很高,擠壓廠家應該盡全力減少鋁管產生缺陷。
使用多孔模具,在擠壓速度上可以增加200%,甚至300%,所帶來的經濟效益因此會更高。使用現代化的鋁管牽引機,的好處之一就是當鋁管達到了正確的擠出長度時,牽引機具有控制擠壓機停止擠壓的功能。這和非擠壓周期類似,但由于擠出的鋁管恰好是需要的長度,沒有造成擠壓時間上的浪費。因此可節省更多的成本,因為在減少廢料的同時也節省了輸送和再回收利用已擠出的廢料的環節。鋁管從擠壓機擠出后,zui重要的目標就是通過減少廢料,來提高產量和可出貨率,把更多的制品發給客戶。擠壓之后再產生的任何廢料代價將非常高,所以在隨后的工序中都要盡可能地減少廢料的產生。要將廢料減到zui少,實現在停車痕處鋸切。據了解只有兩種技術可以實現在停車痕處鋸切-即飛鋸切割和雙長度系統。飛鋸切割技術是指在擠壓過程中進行鋸切。利用飛鋸切割技術可以實現在停車痕從擠壓機出來后,將型材在停車痕處切斷。雙長度系統是指等到擠完two支型材后,在非擠壓周期內在first支和two支型材之間切斷。兩種技術各具優勢。雙長度系統可以提供兩個擠壓周期的風冷時間,這一點對于建筑合金來說是非常有益的。但飛鋸切割系統成本較低,并且允許一棒多切模式操作,而無需停止擠壓機。鋁管在擠壓機傳輸系統上移動-在擠壓機傳輸系統上的任何移動都有可能對鋁管造成損傷。舉個例子:現代化的傳輸系統利用牽引機將鋁管直接置于與拉伸機機頭齊平的位置,這樣就無須在皮帶臺上推拉鋁管,以使型鋁材與拉伸機鉗口對齊。因此可以減少型材被刮傷的可能性。
好了,今天有關鋁管的介紹就到這里了,咱們下期再見,拜拜!
(1).jpg)