






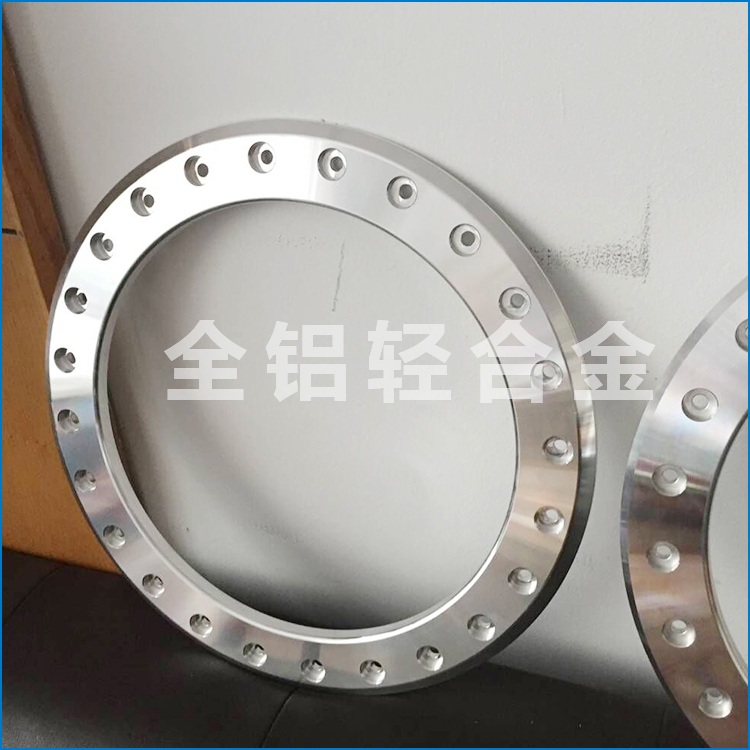


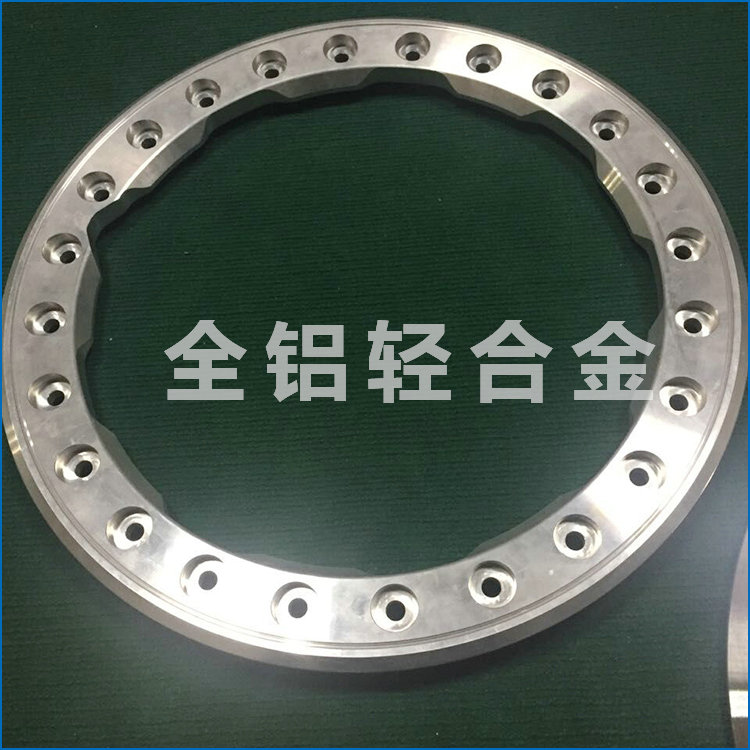
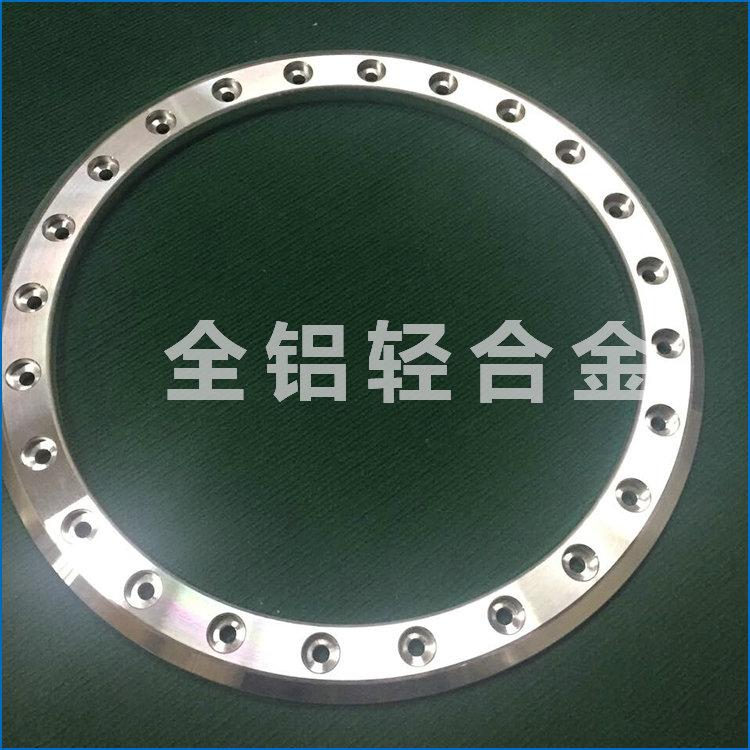

大型鋁鍛造件設計熱處理工裝,保證連桿之間熱處理時有足夠的產品空間。產品隨爐溫升至507±5℃時,保溫時間6h+0.5h/0。固溶轉移時間≤15s。時效熱處理,產品隨爐升溫至170±5℃時,保溫12h+0.5h/0。開爐,將產品降至常溫后,取出放置于料框,方便下道工序流轉。
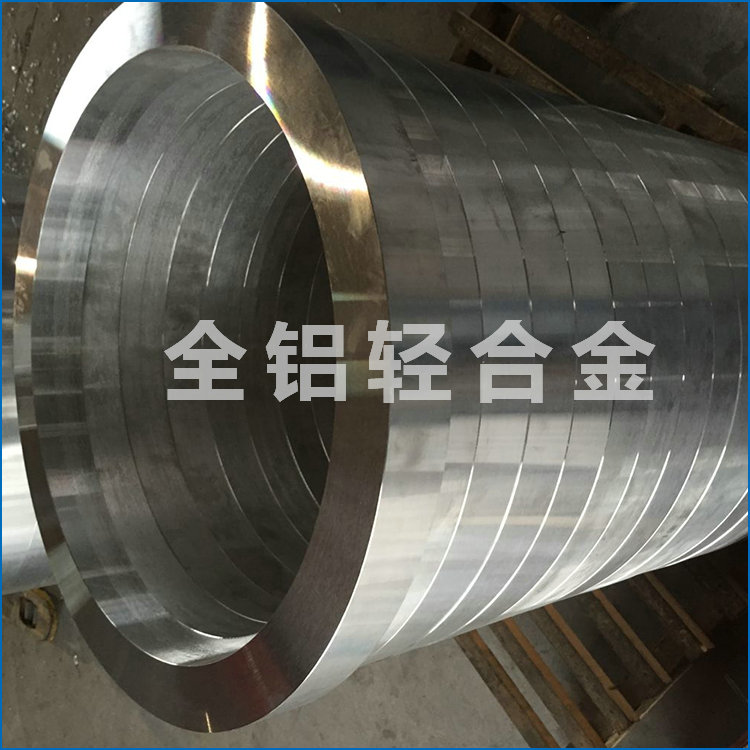
大型鋁合金鍛造件連桿通過設計合理的預鍛、終鍛模具、選擇合理的材料,完成連桿的成形工序。設計一種鋁合金切邊沖孔矯正復合模具,利用鋁合金塑性變形的特性,通過一次往復運動來解決三道工序的生產過程,既節省了人工成本、模具成本,也提高了生產效率、提高了企業競爭力。
.jpg)
